

In response to increasingly stringent industrial and environmental requirements, Pinzhi Measurement & Control has decided to hand over the problem to algorithms, returning cost-effectiveness and stability to users. Based on the accumulated technologies of multiple generations of controllers, it has completed the iteration of core algorithms and functions, and proudly launched the SRSHB-D9000-T simple constant temperature and humidity controller.
SRSHB-D9000-T: Defines the Next Generation Simple Temperature and Humidity Control System

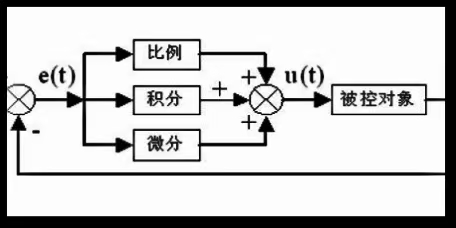
Independent dual PID control: Temperature and humidity are controlled by separate PID (Proportional-Integral-Derivative) algorithms, each performing precise calculations to ensure high control accuracy and fast response, avoiding mutual coupling interference between temperature and humidity.
Balanced coordination of temperature and humidity: The intelligent system coordinates the actions of heating, cooling, humidification, and dehumidification, quickly pushing the environment to the set balance point and maintaining a constant temperature and humidity state for a long time.
Auxiliary control of environmental temperature: By detecting the external environmental temperature, the internal control strategy is flexibly adjusted to further enhance the accuracy and adaptability of temperature control.
Setpoint mode (U01=0): This mode supports maintaining temperature and humidity at a single setpoint over a long period. The operation is intuitive and is suitable for most constant environmental requirements.
Program mode (U01=1): Users can customize multiple temperature and humidity change curves (for multiple time periods) and set the number of cycles to dynamically simulate environmental changes such as day-night, seasons, or specific processes.
Three compressor operation modes:
Intermittent: The compressor operates intermittently, which can be combined with intelligent algorithms for energy saving.
Balanced: The compressor works simultaneously with heating/cooling, achieving extremely high precision through dynamic balance.
Isolated: The compressor does not operate, and only heating/cooling is used, suitable for high-temperature and high-humidity scenarios.
Timed and Scheduled:
Timed Function (St): Set the running duration, and it will automatically shut down when the time is up (unattended operation).
Scheduled Function (APt): Set the countdown timer, and it will automatically start when the time is up (peak time operation or preparation in advance).
User-friendly Interaction: Supports delayed lighting shutdown (U06), facilitating exit after operation; Key parameters are password-protected to prevent unauthorized personnel from modifying them.
Power Limitation: Can flexibly set the maximum output power of the heating and humidification modules, suitable for different load conditions.
Humidity and temperature deviation alarm: Supports upper and lower limit deviation alarms, and allows setting of alarm delay to prevent false alarms.
System status protection: Includes sensor failure shutdown alarm, water shortage protection (stop humidification), and door not fully closed reminder.
Hardware over-temperature protection: An independent hardware-level protection circuit independent of the main CPU. Even if the main control program malfunctions or crashes, it can forcibly cut off the power supply to prevent the equipment from overheating and ensure asset safety.
Three core technologies and algorithmic advantages (differential competitiveness)
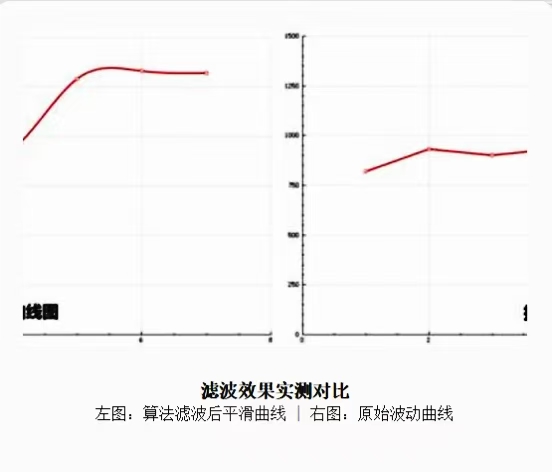
Advantage 1: New generation humidity filtering algorithm - stable readings without fluctuations
Addressing the pain point: The traditional sensors' values fluctuate frequently, causing visual discomfort and inaccurate data recording.
Technical principle: Utilize percentage smoothing filtering (display value = smoothed% × real-time value + (1 - smoothed%) × set value), supporting 0-100% intensity adjustment and switch control.
Value brought: Significantly smooth the display values, reflecting the true average state. Users can customize the smoothing effect as needed, improving data readability and credibility.
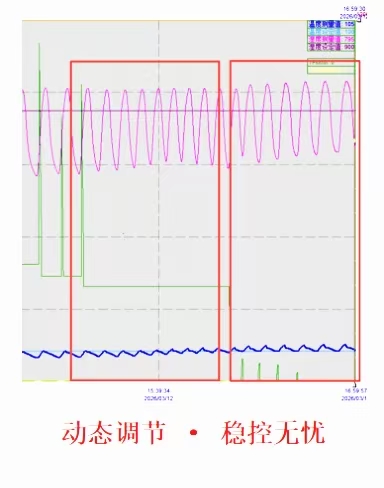
Advantage Two: Intelligent Compressor Control Algorithm - More Stable, More Energy-Efficient, and More Durable
Addressing the pain points: Traditional on/off control leads to significant temperature fluctuations and frequent compressor startups (resulting in high noise, excessive power consumption, and short lifespan).
Technical principle: Adaptive dynamic adjustment algorithm. The controller continuously monitors the peak and valley differences in temperature fluctuations, automatically calculates and optimizes the duration for the next compressor startup, and iterates in a loop until the temperature fluctuations are minimized.
Value brought:
Improved temperature control accuracy: Automatically adapts to changes in heat load, reducing the range of temperature fluctuations.
Energy-efficient operation: Provides cooling as needed, avoiding ineffective energy consumption of "overpowered vehicles pulling small carts".
Extended equipment lifespan: Reduces mechanical start-stop losses.
Fully intelligent and maintenance-free: Automatically optimizes, eliminating the need for engineers to repeatedly conduct on-site parameter
adjustments.
Addressing the pain point: Traditional filtering often results in sluggish responses (phase lag) and delayed control during noise removal.
Technical principle: High-performance Kalman filtering, dynamically weighting new measurements with historical values, with T13 (temperature) and H14 (humidity) coefficients independently adjustable.
Value brought: While effectively filtering out high-frequency random noise, it maximally retains the true trend of changes, has a fast response speed, and avoids control lag.
Summary of Comprehensive Application Value
Ultra-stable: Innovative algorithms eliminate environmental and display fluctuations, providing reliable support for precise experiments and high-value storage.
Smart energy-saving: Dynamically optimize the compressor and output power to reduce long-term electricity costs.
Easy to use and flexible: Multiple modes, adjustable parameters, and friendly interaction, enabling easy handling of complex and variable process requirements.
Safe and reliable: Multiple software alarms + independent hardware over-temperature protection, minimizing the risks of equipment damage and safety accidents to the greatest extent.
Low operation and maintenance costs: Adaptive algorithms reduce manual debugging, and durable design lowers the equipment failure rate.
Wide Range of Application Scenarios
Modern biological laboratory: Provides a stable temperature and humidity environment for cell culture, genetic research, etc., ensuring the accuracy of experimental data.
Precise electronic chip storage cabinet: Strictly controls temperature and humidity indicators to ensure the stable performance of high-value electronic components during long-term storage.
Intelligent incubator: Strictly controls temperature and humidity indicators to ensure the stable performance of high-value electronic components during long-term storage.
Constant temperature and humidity industrial test chamber: Can simulate various environmental conditions such as high temperature, low temperature, and high humidity, and is widely used in the reliability testing of various industrial products.
Thank you for your attention. If you need product information or samples, please feel free to contact our sales staff!

- End -



